光造形とは?SERVICE NO GAIYO
光硬化性のあるエポキシ樹脂にUVレーザーを照射し硬化させ、
一層づつ積み重ねて形を作っていき造型します。
3Dプリンターの代表的な造形法の光造形は、
「短納期で形状確認がしたい」というお客様におススメの加工方法です。
形状やデザインの確認のほかにも、真空注型のマスターとして
ご依頼いただくことが多い工法です。
光造形は、積層という特性上、アンダー部などを加味する必要がなく
一体での製作が可能です。
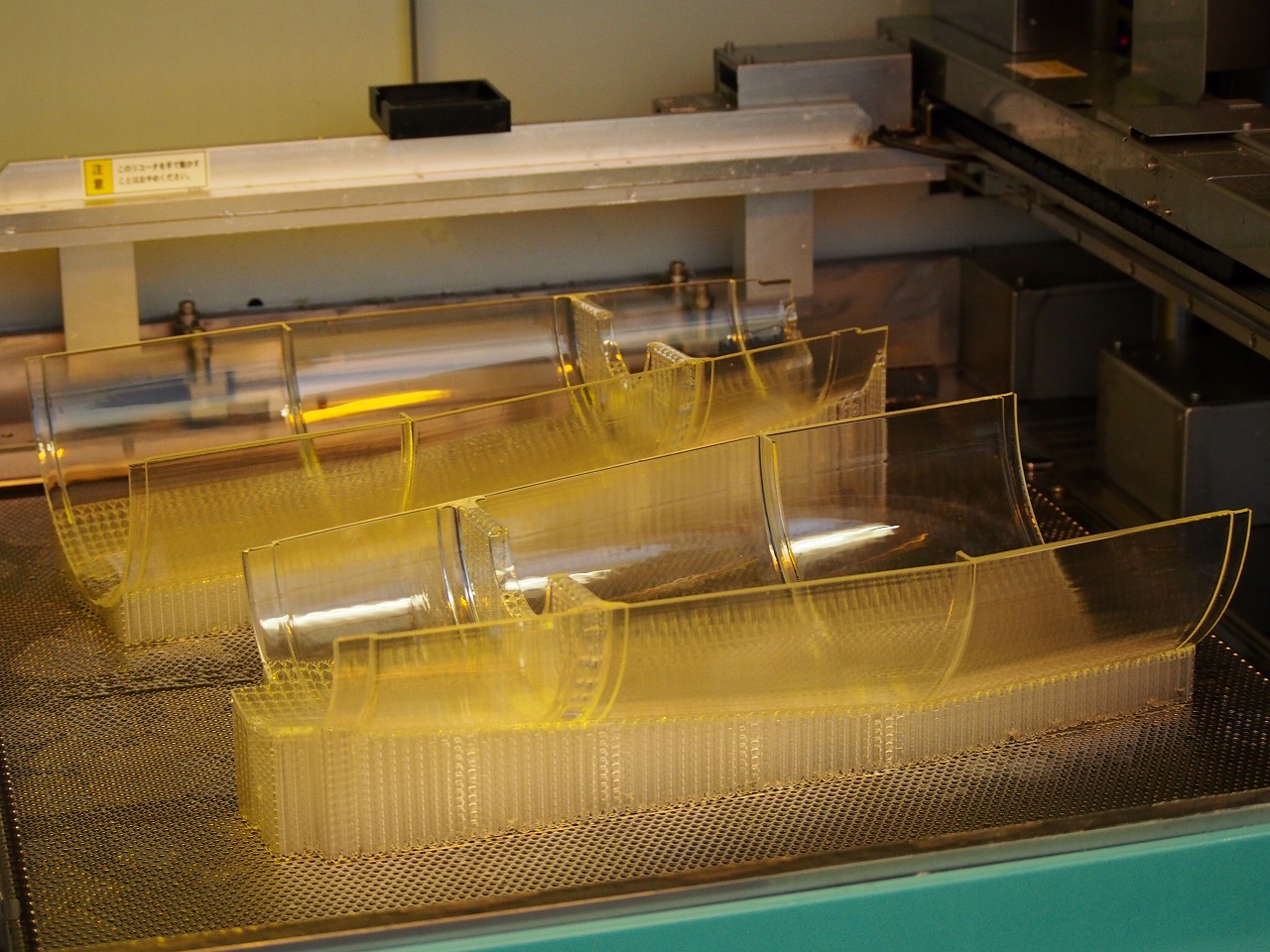
また、右の写真のように形状を支えるサポート材が付くことが特徴です。
(お渡しの際にはサポート材を除去します)